
Sumber: https://www.pexels.com
Pengelasan adalah salah satu metode penyambungan dua material atau lebih, dengan tanpa menggunakan atau dengan menggunakan material tambahan yang dicairkan sebagian pada letak sambungan (kampuh) sehingga menghasilkan sambungan yang kontinyu. Material aluminium merupakan logam kedua setelah baja yang digunakan untuk pembuatan konstruksi kapal. Aluminium secara visual berwarna putih kebiru-biruan. Aluminium adalah salah satu logam yang memiliki sifat resistensi yang baik terhadap korosi. Selain sifatnya yang tahan korosi, aluminium juga memiliki berat yang lebih ringan dibandingkan dengan baja, sehingga aluminium sering digunakan sebagai salah satu bahan yang digunakan dalam pembuatan kapal.
Aluminium terdiri dari beberapa kelompok yang dibedakan berdasarkan paduan penyusunnya. Penambahan paduan ini akan menghasilkan sifat yang berbeda pula. Aluminium 5083 merupakan paduan aluminium dengan magnesium (Mg), paduan ini memiliki sifat tidak dapat diperlakukan-panas, tetapi memiliki sifat baik dalam daya tahan korosi terutama korosi oleh air laut dan sifat mampu las Al-Mg banyak dipakai untuk konstruksi umum termasuk konstruksi kapal.
Pada umumnya pengelasan aluminium menggunakan proses las GMAW (Gas Metal Arc Welding) dengan jenis MIG (Metal Inert Gas) maupun dengan proses las GTAW (Gas Tungsten Arc Welding).
Berikut penjelasan dari metode pengelasan tersebut :
1. GMAW (Gas Metal Arc Welding)
Pengelasan aluminium dengan metode GMAW (Gas Metal Arc Welding) adalah salah satu jenis proses penyambungan bahan logam yang menggunakan sumber panas dari energi listrik yang diubah menjadi energi panas, pada proses las GMAW ini menggunakan kawat las yang digulung dalam suatu roll dan menggunakan gas sebagai pelindung logam las yang mencair saat proses pengelasan berlangsung. Proses pengelasan GMAW ini terjadi karena adanya perpindahan ion anoda dan katoda pada logam induk (base metal) dan logam pengisi (filler metal) sehingga menyebabkan timbulnya energi panas yang menyebabkan logam induk (base metal) dan logam pengisi (filler metal) mencair.
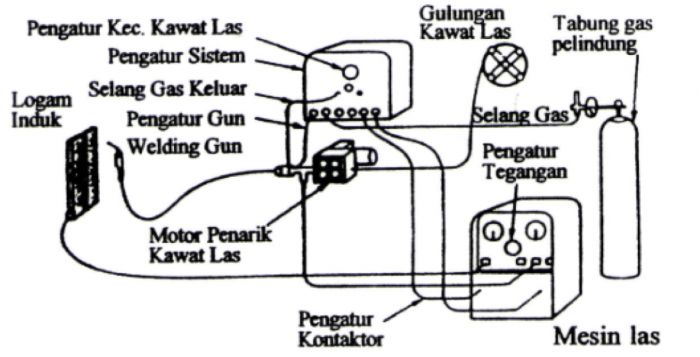
Sumber : https://www.pengelasan.net
Untuk pengelasan aluminium digunakan metode pengelasan MIG (Metal Inert Gas) yang merupakan jenis pengelasan GMAW yang menggunakan gas pelindung Argon dan Helium, karena penggunaan inert gas (gas mulia) ini maka disebut dengan Las MIG (Metal Inert Gas).
2. GTAW (Gas Tungsten Arc Welding)
Metode yang lain untuk pengelasan aluminium adalah proses las GTAW (Gas Tungsten Arc Welding) atau juga disebut proses las TIG (Tungsten Inert Gas). GTAW adalah proses pengelasan busur listrik yang menggunakan elektroda tak terumpan atau tidak ikut mencair. Pada pengelasan GTAW ini elektroda atau tungsten ini hanya berfungsi sebagai penghasil busur listrik saat bersentuhan dengan benda kerja, sedangkan untuk logam pengisi adalah filler rod. Pengelasan GTAW ini juga sering disebut dengan Las Argon, hal tersebut dikarenakan gas pelindung yang digunakan adalah gas Argon.
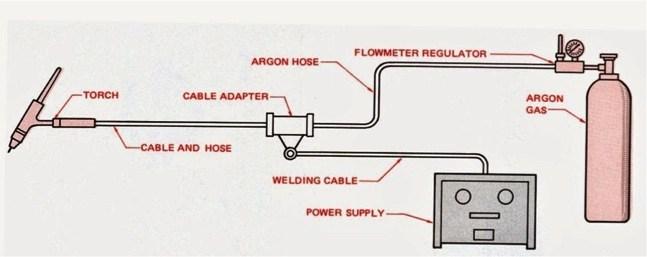
Sumber: https://www.pengelasan.net
Parameter penting dalam pengelasan aluminium agar hasil pengelasan baik diantaranya:
- Persiapan pengelasan aluminium, terutama pembersihan permukaan aluminium yang akan di las dimana lapisan tipis aluminium oksida (Al2O3) yang memiliki temperatur lebur sekitar 2050 deg.Celcius dapat menyebabkan kegetasan di kampuh lasan (weld metal) apabila tidak dibersihkan.
- Masukan panas (heat input) tertentu dan faktor parameter ini dipengaruhi oleh arus, tegangan dan kecepatan las. Serta jenis nyala api untuk pengelasan dengan proses oxy-acetylene.
- Pemilihan kawat las (filler metal) dengan tepat.
- Gas pelindung harus baik terutama dalam melindungi masuknya gas hidrogen yang mengakibatkan porositas.
- Kecepatan pengelasan.
- Penentuan jenis sambungan las.
Beberapa kemungkinan penyebab terjadinya cacat las pada hasil pengelasan aluminium diantaranya :
- Melakukan pengelasan dengan kondisi logam pengisi (filler metal) terkontaminasi dengan air, cat, atau minyak.
- Kampuh las yang kotor oleh air, minyak, cat dan kotoran-kotoran yang lain yang dapat menyebabkan terbentuknya gas bila terjadi pengelasan.
- Selang gas yang terjepit atau rusak sehingga tidak memberikan aliran shielding gas yang cukup.
- Aliran gas terlalu tinggi.
- Kelembaban udara sekitar juga dapat menyebabkan masalah, seperti terjadinya embun pagi.
Hembusan angin atau udara yang dapat mengganggu aliran shielding gas selama proses pengelasan. Aliran udara ini jika melebihi dari 4 sampai 5 mil per jam, dapat mempengaruhi proses pengelasan. Untuk mengurangi potensi terjadinya cacat las, proses pengelasan aluminium untuk pembangunan kapal hendaknya dilakukan di dalam workshop.

Ya, Aluminium paling banyak digunakan untuk konstruksi kapal karena tahan karat